
Abstract
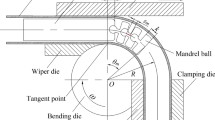
Rotary draw bending is one of the methods used for bending of thin wall tubes. In this process, the mandrel is positioned inside the tube, and the bend die, clamp die, pressure die, and wiper die surround the tube. The bending is conducted around the bend die. Conventional mandrels are mostly ball link type whose manufacture needs high precision and cost. Links of ball link mandrels are exposed to failure in necking areas due to particular form of the links. In this paper, a new mandrel type called “chain link mandrel” is presented, manufactured, and tested. The main difference of this mandrel with conventional mandrels is in the degrees of freedom of the mandrel’s ball segments. Finite element simulation of the bending process, using proposed mandrel and ball link mandrel, has been conducted in ABAQUS software, and some parameters, including required bending moment for tube bending, tube’s ovality, the variations in tube wall’s thickness, and spring back have been measured and compared between two types of mandrels. The clearance between external surface of the mandrel and internal wall of the tube and other influential process parameters has been set equal in both simulations. The simulation results showed that the amounts of thinning in outer wall of the bend, thickening in inner wall of the bend, tube’s ovality, and spring back are equal for both of mandrels. This fact proves the proposed mandrel’s effectiveness, despite its lower cost and simplicity compared to ball link mandrels. Experimental tests are also carried out, and the findings are compared with those obtained in the finite element simulations. There is good agreement between the simulation and experimental results. Practical operation of the proposed chain link mandrel shows that it has good performance for bending thin wall tubes. This mandrel is less expensive and stronger than the conventional ball link types, and the quality of the tubes bent by using this mandrel is acceptable.
Similar content being viewed by others


References
Wang J, Agarwal R (2006) Tube bending under axial force and internal pressure. J Manuf Sci Eng 128(2):598–605
Maier DE, Evergreen, Nelson FA, Littleton, Hofman EV, Englewood, Van Stelle R, Denver, Cwik JA (1968) Tube bending mandrel. U.S. Patent and Trademark Office
Roberts CH (1969) Tube bending mandrel. U.S. Patent and Trademark Office
Hill EW (1984) Multi-flex tube bending mandrel. U.S. Patent and Trademark Office
Hill EW, Maier DE, Humphrey MR (1978) Mandrel for bending tubes. U.S. Patent and Trademark Office
Spates HM (1965) Tube bending mandrel. U.S. Patent and Trademark Office
Tingley WQ, Bradley DR, Tingley WQ (2011) Apparatus and method of manufacturing a split link for use in a flexible tube-bending mandrel. U.S. Patent and Trademark Office
Trana K (2002) Finite element simulation of the tube hydroforming process—bending, preforming and hydroforming. J Mater Process Technol 127(3):401–408
Heng L, He Y, Mei Z, Zhichao S, Ruijie G (2007) Role of mandrel in NC precision bending process of thin-walled tube. Int J Mach Tool Manuf 47:1164–1175
Gu RJ, Yang H, Zhan M, Li H, Li HW (2008) Research on the springback of thin-walled tube NC bending based on the numerical simulation of the whole process. Comput Mater Sci 42(4):537–549
He Y, Jing Y, Mei Z, Heng L, Yongle K (2009) 3D numerical study on wrinkling characteristics in NC bending of aluminum alloy thin-walled tubes with large diameters under multi-die constraints. Comput Mater Sci 45(4):1052–1067
Li H, Yang H, Yan J, Zhan M (2009) Numerical study on deformation behaviors of thin-walled tube NC bending with large diameter and small bending radius. Comput Mater Sci 45(4):921–934
Zhao GY, Liu YL, Yang H, Lu CH, Gu RJ (2009) Three-dimensional finite-elements modeling and simulation of rotary-draw bending process for thin-walled rectangular tube. Mater Sci Eng A 499(1–2):257–261
Kim J, Chung K-H, Lee W, Kong J, Ryu H, Kim D, Kim C, Wenner M, Chung K (2009) Optimization of boost condition and axial feeding on tube bending and hydro-forming process considering formability and spring-back. Met Mater Int 15(5):863–876. doi:10.1007/s12540-009-0863-9
D-x E, H-h H, X-y L, R-x N (2009) Spring-back deformation in tube bending. Int J Miner Metall Mater 16(2):177–183
Jiang ZQ, Yang H, Zhan M, Xu XD, Li GJ (2010) Coupling effects of material properties and the bending angle on the springback angle of a titanium alloy tube during numerically controlled bending. Mater Des 31(4):2001–2010
Al-Qureshi HA (1999) Elastic–plastic analysis of tube bending. Int J Mach Tool Manuf 39(1):87–104
Al-Qureshi HA, Russo A (2002) Spring-back and residual stresses in bending of thin-walled aluminium tubes. Mater Des 23(2):217–222
Ahmadi F, Farzin M (2008) Prediction of spring back of tube induction bending process by the FE method and comparison with analytical results. Paper presented at the Metal Forming Conference
Farzin M, Salem M (2012) Mandrel assembly for tube bending. U.S. Patent and Trademark Office
Sohankar M (2007) Thin wall tubes forming analysis and the relevant technology. Isfahan University of Technology, Isfahan
Getting started with ABAQUS (ABAQUS Inc., 2009) version 6.9
Miller GG (2003) Tube forming processes: a comprehensive guide. Society of Manufacturing Engineers
Ahmadi F, Farzin M (2008) Prediction of springback of tube induction bending process by the FE method and comparison with analytical results. Met Form 1:201–208
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Salem, M., Farzin, M., Kadkhodaei, M. et al. A chain link mandrel for rotary draw bending: experimental and finite element study of operation. Int J Adv Manuf Technol 79, 1071–1080 (2015). https://doi.org/10.1007/s00170-015-6910-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-015-6910-z