
Abstract
Conventional technologies for joining dissimilar metals have become insufficient, as the need for designing and fabricating products with complex shape and integrated composition variation have arisen. Laser metal deposition (LMD), a powder injecting additive manufacturing (AM) technology, is capable to build complex geometries and tailor material composition locally within one single workpiece. In this work, thin walls transitioning from titanium to niobium were made by LMD with controlled injection of Ti and Nb powders. The morphologies and microstructures were observed with optical microscopy (OM) and scanning electron microscopy (SEM). The cross-sections showed fully dense deposition, without cracks in any of the transition area. Deposition of Nb powder resulted in partially melted Nb particles embedded in the transition area, which was a result of the significantly higher melting point of Nb. Energy-dispersive spectroscopy (EDS) confirmed metallurgical bonding at the transition areas and showed variation of composition along the build direction. In the transition area, microhardness was 204 ± 5 HV at the Ti-rich side, 155 ± 6 HV in the solid solution, with an atomic composition of Ti70Nb30, and 120 ± 16 HV at the Nb-rich side. Electron backscattered diffraction (EBSD) results revealed hcp structure in the pure Ti region and bcc structure in the transition and pure Nb regions. Columnar growth was revealed in the pure metal regions and equiaxed growth in the transition region. X-ray computed tomography (X-CT) showed 3D element distribution and revealed very small number of pores in the transition area, which were not observed by previous microscopy on cross-sections.
You have full access to this open access chapter, Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
Laser additive manufacturing (AM) is a solid freeform manufacturing technology. It enables direct fabrication of detailed work pieces by accurately depositing desired material at set positions within a pre-determined domain [1]. Laser metal deposition (LMD) is an advanced powder-injecting laser AM technology capable of directly producing dense metal parts with complex geometries, and, of special interest, variation of composition through the control of the powder type injection. A variety of materials can be manufactured by LMD for numbers of applications in the fields of medical device, automobiles and aerospace.
Despite the lower flexibility in geometry complexity compared to powder bedfusion technologies, LMD has the advantage of mixing at least two different powders with the desired composition to synthesize alloys in-situ [2], metal matrix nanocomposites [3] and functionally graded materials (FGM) [4]. Many binary systems have been studied to produce FGM with LMD. Ti + Ta deposition by LMD was carried out on Ti6Al4V substrate [5]. An increase of Ta concentration resulted in an increase of minimum laser power for successful deposition and resulted in good biocompatibility, Young’s modulus and 0.2% offset yield strength. Ti6Al4V-Inconel 625 FGM was fabricated but cracks appeared due to formation of brittle intermetallic phases such as in the Ti-Ni and Ti-Fe material systems [6]. Schneider-Maunoury et al. reported a study on LMD of Ti-Nb samples with several incremental increases of Nb content [7]. Many unmelted Nb particles were observed in the produced bimetal part. Microhardness of the samples decreased with the increase of Nb content. The lowest elastic modulus of 58 ± 8 GPa was found at the composition of Ti40Nb wt%. The adaptation of the elastic modulus of Ti-Nb parts to the human bone (10–30 GPa) is of prime interest for orthopedic parts and additive manufacturing offers additionally a customization to the individual patient.
This paper summarizes the preliminary results on the fabrication of Ti-Nb assemblies using LMD process with separate injection of Ti and Nb powders. The focus of this study is the investigation of the interfacial zones between these two materials and the occurrence of cracks depending of main process parameters.
2 Materials and Methods
2.1 Materials
The powders utilized were Cp-Ti grade 1 powder (oxygen < 0.08 wt%, Hall flow 0.1 in. 23 s) with a diameter around 45–106 μm supplied by AP&C Advanced Powders & Coatings Inc., Canada, and AMPERTEC MAP Nb powder (oxygen = 373 ppm, Hall flow 0.1 in. 13 s) with a diameter of 63–100 μm, supplied by H.C. Starck Tantalum and Niobium GmbH, Germany. Powder particles of both titanium and niobium were primarily spherical, with minor satellites (Fig. 1), exhibiting desirable flowability for powder transportation during the LMD process. Pure niobium and titanium bulk foils with various thicknesses have been used as substrates.

SEM images of titanium (left) and niobium (right) powder particles.
2.2 Fabrication of Thin Walls
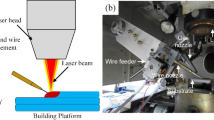
A commercial LMD machine (Mobile 1.0, BeAM, France) has been used to build the 3D structures. This LMD system uses a continuous wave (CW) fiber laser with a maximum power of 500 W operating at a wavelength of 1068 nm (YLR-Series, IPG Photonics, USA) as the heating source. The laser has a focal spot diameter of 800 µm and a Rayleigh range of 18 mm. The powders are feed through a volumetric powder feeder (Medicoat, Switzerland) with two powder containers. The conventional microscale powders are then transported by a carrier gas (argon) through two tubes which are joined by a Y junction into one single line connected to the processing head. A specific conical nozzle focuses the powder jet at 3.5 mm below its exit at the same position as the laser focus. The processing head is mounted on a 3-axis system (x, y, z) and the substrate holder has 2 rotative axes. The printing process takes place in an airtight chamber that offers possibility to work under low level of oxygen, which is crucial for processing materials with high affinity of oxygen like titanium. Images of the system and schematic of the nozzle are presented in Fig. 2.

Laser metal deposition (LMD) machine: (a) dual-container powder feeder; (b) interior of the printing chamber; (c) schematic of the coaxial nozzle.
4 Groups of samples have been fabricated as illustrated in Fig. 3:

Schematics of the printed structures.
-
G1 -
deposition of a Ti wall on a Nb foil (200 μm);
-
G2 -
deposition of a Nb wall on a Ti foil (300 μm);
-
G3 -
deposition of Ti followed by Nb, using a Ti grade 23 plate (4 mm) as substrate;
-
G4 -
deposition of Ti and then a mixing area Ti+Nb followed by a pure Nb structure using a Ti grade 23 plate (4 mm) as substrate.
All of the samples have been produced under argon (O2 < 30 ppm, H2O < 170 ppm, argon filling overpressure ≈ 3 mbar).
The targeted dimensions of the samples were lengths of 6 mm, and a height of 4 mm for the pure Ti and Nb walls of samples G1, G2 and G3. The pure material structures were targeted to be 2 mm high with an intermediate mixing zone of 4 mm for the G4 sample. The z step-increment of the nozzle, i.e. designed layer thickness, has been fixed at 0.2 mm for all samples.
Beside the laser power, the linear axis moving speed and the powder feedrates were varied. For comparing the used conditions, a linear energy is defined as power divided by speed, reflecting input laser energy per unit length. Accordingly, a linear feedrate is defined as feedrate divided by speed, which reflects input powder mass per unit length. Finally, energy per feed is defined as power divided by feed rate, reflecting input laser energy per input powder mass. The printing parameters were selected according to a previous study performed with Titanium powder [3] and are summarized in Table 1 (samples G1 to G3) and Table 2 (sample G4). For all the G3 samples, a power of 325 W, speed of 2000 mm/min and feed rate of 3.6 g/min have been employed to deposit the first 4 mm height of Ti on the substrate. A delay of 10 s was then necessary to switch the powder feeder from pure Ti to Nb and to stabilize the powder flow before depositing the next 4 mm of Nb on top of the as-deposited Ti using the parameters presented in Table 1.
It should be noted when analyzing the results that the input laser energy is distributed in four fractions: (1) absorbed by substrate or previously deposited material; (2) absorbed by powder particles during flight; (3) scattered by powder particles and directed away; (4) reflected by substrate or previously deposited material.
2.3 Characterization Methods
The produced samples have been cut perpendicular to the laser scanning directions. The cross-sections have then been embedded in Demotec 10 resin, ground up to grit 2500 SiC grinding paper, and polished with 6 μm and 3 μm diamond pastes and finally with an OPS solution (0.04 μm SiO2 with H2O2).
Cross-section morphology and microstructure have been examined with an optical microscope (OM) (ZEISS Axioplan, Germany) and a scanning electron microscope (SEM–Hitachi S-4800, Japan). An energy-dispersive spectrometer (EDS–Ametek Edax Octane plus, USA) has been used to investigate the elemental spatial distribution. Microhardness HV0.2 has been measured with a load of 200 g and a dwell time of 10 s. An electron backscattered diffraction camera (EBSD–Ametek, USA) has been used to investigate the grain morphology and the crystalline structure. X-ray computed tomography (X-CT-RX Solutions EasyTom XL Ultra, France) has been used on one sample to visualize the elemental distribution in three dimensions and examine for potential pores.
3 Results and Discussion
3.1 Ti Walls Deposited on Nb Foil
Side views and cross-sections of G1 by OM are presented in Fig. 4. Samples G1_1 and G1_2 exhibited good adherence to the Nb foil. They both have dimensions close to the programmed ones (L × H = 6 mm × 4 mm) with a length of 6.5 mm and height of 3.8 mm. Widths of G1_1 and G1_2 are 800 μm and 940 μm, respectively, similar to the provided laser beam diameter of around 800 μm. The 18% wall width difference between the samples is the result of an increase of 11% in laser power, and therefore energy at the sample level. At the interface with the Nb foil, both Ti walls are slightly thinner, as a result of enhanced heat dissipation through the metallic substrate. Both of the walls appear crack-free and dense in the cross-sections, but thermal deformation of the substrate can be observed with thin foils.

OM images of G1 samples. (a) and (b) are side view and cross-section of G1_1; (c) and (d) are side view and cross-section of G1_2. Arrows in the lower left caption indicate direction of laser movement in the horizontal plane and building direction. Purple broken frames indicate designed dimension of \( {\rm{L}} \times {\rm{H}} = 6\,{\rm{mm}}\times 4\,{\rm{mm}} \). White broken lines indicate positions of the cross-sections in the as-built thin wall.
Several SEM images of the interface between Ti wall and Nb foil are presented in Fig. 5. SEM imaging of the Ti/Nb interface in G1_1 reveals a thin band of intermediate contrast between Ti wall and Nb foil (Fig. 5(a–c)). Thickness of this band is usually around 0.5 μm. Occasionally, the band protrudes into the pure Ti part, reaching a thickness approximately 30 μm (Fig. 5(c)). EDS line analysis shows variation of relative concentrations of Ti and Nb across the band, confirming metallurgical bonding with mixing of the two elements in the band.

(a) SEM image of the interface between Ti wall and Nb foil. (b) The thin band with a thickness of 0.5 μm. (c) thin band protruding into pure Ti part, reaching a thickness of 30 μm. (d) EDS line analysis along the yellow broken line across the protrusion; red and green curves show variation of intensities of NbL and TiK signals respectively, demonstrating their correspondence with SEM image contrast.
3.2 Nb Walls Deposited on Ti Foil
Samples G2_1 to G2_9 exhibited good adherence to the Ti foil.
Influence of Power.
Samples G2_1 to G2_4 have been fabricated with increasing power while keeping constant the speed and feed rate. Figure 6 shows bottom parts of cross-sections of the samples.

OM of cross-sections of G2_1 to G2_4 with processing power indicated. Distances between bold white lines indicate laser beam diameter. Red arrows show spherical features in the transition area. The inserted image shows grain boundaries in the wall.
All Ti foils appear melted through at the bottom of the Nb wall deposition. A higher energy density is indeed required for depositing Nb compared to Ti due to the higher melting temperature of Nb (2742 K instead of 1941 K for Ti). Additionally, many spherical features are present in this transition area. These features are unmelted or partially melted Nb inlet particles as confirmed by EDS analyses. Grain boundaries in the main body of the pure Nb walls were revealed by polishing.
In the studied parameters range, a power increase induces an increase of the width of melted part in the substrate, the volume of the transition area and the width of the wall as previously observed with Ti.
Influence of Proportionally Changing Power and Speed.
Samples G2_5, G2_2, G2_6 and G2_7 have been produced by proportionally increasing power and speed, while keeping the feedrate constant. The samples have been fabricated with the same linear energy, but with a decreasing linear feedrate. Figure 7 shows bottom parts of cross-sections of the samples. Similar to previous samples, all Ti foils are melted and partially melted Nb particles are observed.

OM of cross-sections of G2_5, G2_2, G2_6 and G2_7 with processing power and speed indicated. They all have an identical linear energy of 11.3 J/mm. Distances between bold white lines indicate laser beam diameter.
In sample G2_5, the Ti foil has been melted and severely deformed, and traces of individual deposited layers are observed in the wall body, exhibiting poor homogeneity of the wall. As the linear energy was sufficient to create a melt pool within the used parameter range, the lower power for G2_5 could have created a cooler melt pool. The slower speed then allowed this cooler melt pool to exist for longer time thus increasing the probability of melted metals to flow sideways before solidifying, resulting in the protrusions on both sides of G2_5. Compared to other samples where power and speed increased proportionally, the width of melted substrate and the volume of transition area decreased. The width of wall body decreased dramatically, corresponding to the greatly decreased linear feedrate.
Influence of Feedrate.
Samples G2_6 and G2_8 as well as G2_7 and G2_9 have been produced respectively with the same power and speed, but different feedrates.
Figure 8 shows bottom parts of cross-sections of the samples. Full penetration of the Ti substrate was observed for the lower feedrate 6 g/min while increasing the feedrate to 7 g/min prevents the full penetration (white arrow). Large Nb particles were observed in the mixing zone between Nb and Ti, and their quantity appears to be larger for lower power and speed. The wall thickness and homogeneity is smaller for higher power and speed but no significant changes were observed depending on the feedrate in the investigated range.

OM of cross-sections of (a) G2_6, (b) G2_8, (c) G2_7 and (d) G2_9. Distances between bold white lines indicate laser beam diameter.
Unmelted or Partially Melted Nb Particles.
For all samples in G2, meaning where Nb was injected above Ti, Nb particles have been observed in the transition area, but not in the main body of the walls. This indicates that conditions with the lowest energy input in any aspect (power down to 94 W, linear energy down to 9.0 J/mm or energy per feed down to 0.9 J/mg) have been sufficient to melt Nb inlet particles completely.
To explain the presence of Nb particles only in the transition area and not in the wall body, different effects could be considered:
-
1)
The heat dissipation at the bottom is higher than the upper in the wall body because of larger heat transfer through the bulk substrate. This induces the necking observed at the bottom of the walls built on bulk substrates as seen for instance in Fig. 4.
-
2)
The heat accumulated layer by layer induces a higher melt pool temperature in layers upper in the wall.
-
3)
The boiling point of Nb (5015 K) is significantly higher than that of Ti (3560 K). Potential boiling or overheating of a melt pool of Ti+Nb mixture could dissipate more heat, compared to a melt pool of pure Nb which is hot, but not boiling. Therefore, melt pool of pure Nb can reach potentially much higher temperature than that of Ti+Nb mixture. Additionally Ti vapors may absorb the infrared laser wavelength leading to less energy in the melt pool [8].
These above mentioned effects are all related to heat accumulation and dissipation due to the presence of the substrate. Obviously, these physical phenomena occur not only individually but are combined promoting the non-fully melting of the niobium particles. Higher energy input in the system could however overheat the titanium substrate leading to perforation, extensive evaporation and enhanced instability of the melt pool. Smaller Nb particle sizes that would need less energy for melting could be considered for the transition area.
3.3 Deposition Directly Changing from Ti to Nb
A pure Ti wall is first deposited on a Ti grade 23 substrate, and then Nb is deposited onto it (scheme G3 – Fig. 3). All samples have similar dimensions close to the target programmed. Figure 9 presents optical micrographs of the cross-sections of the transition areas between the deposited Ti and Nb walls for the different processing conditions in Table 1. Negligible cracks nor delamination at the interface between the substrate and the printed structure have been observed. Futhermore, negligible cracking nor porosity have been observed within the printed structures as well. In all samples, there is a transition area between pure Ti part and pure Nb part, with a sharp interface at the pure Ti side but no well-defined interface at the pure Nb side. Several Nb particles are observed in this transition area, but not in the pure Nb wall side located on the top of the manufactured structures.

OM of cross-sections of samples G3_1 to G3_4 (from left to right). The color and morphology difference is due to different polarization when taking the images. Black dots on G3_2 are indents for microhardness measurements.
X-CT has been done on a part of the G3_3 sample to visualize the 3D elemental distribution and check for potential pores. This sample and its reconstructed image are shown on the left in Fig. 10. Nb with a higher atomic number has a brighter contrast in the reconstructed image, while Ti appears darker. Six horizontal slices of the reconstructed image (indicated by the dashed lines) are presented on the right side of Fig. 10. Slice 1 shows fully dense Ti part with a few Nb particles sticking on the side. An area with intermediate contrast appears in slice 2, indicating emergence of Ti/Nb solid solution. Slices 3 to 5 are characteristic of the transition from Ti to Nb. Several bright spheres in these slices correspond to the Nb particles observed in OM images. A few pores with sizes of tens of microns are observed in slice 4, which were not observed in cross-section OM images. The stepped contrast in slice 5 shows traces of a few different scanning tracks, indicating stepped composition gradient in the transition area. Slice 6 shows the dense pure Nb part.

Photograph of the G3_3 sample part and its reconstructed image by X-CT. 6 slices of the reconstructed image are shown on the right. There positions are indicated by the white dashed lines.
Coupled EDS and EBSD have been performed on sample G3_4. The results are shown in Fig. 11. It can be noticed that, hcp structure (α-Ti) is only present where no Nb element is detected. However as soon as Nb appears in the area, a bcc (Nb or β-Ti) phase is observed, regardless of the presence of Ti. This is in agreement with Nb being a β-stabilizer for Ti. A sharp interface is observed between the transition area and pure Ti part, as shown in samples presented in Fig. 9. These interfaces could then be explained by a mismatch of both crystal structures. This interface would be an interesting subject of testing in future mechanical tests. The inverse pole figure (IPF) maps in Fig. 11 show a tendency of columnar growth in pure Ti and pure Nb parts, and equiaxed growth in the transition area.

Coupled EDS and EBSD mapping of Ti and Nb in transition area of G3_4.
EDS line scan, mapping and microhardness measurements have been done on sample G3_2. The results are shown in Fig. 12. The line scan (Fig. 12 middle) reveals a basically 3-step transition in the transition area. Immediately above pure Ti part with an average microhardness of 148 ± 9 HV is a band with a width of 40–100 μm, where the atomic composition is Ti90Nb10. Microhardness in this area is highest, with an average of 204 ± 5 HV. Then in the main part of the transition area, An atomic composition is Ti70Nb30 was observed in the primary part of the transition area. The atomic ratio converted to mass ratio is Ti:Nb = 55:45, essentially the same as a Ti grade 36 alloy composition. This area exhibits an average microhardness of 155 ± 6 HV. The embedded Nb particle has an average microhardness of 81 ± 1 HV which could indicate weak points in future mechanical tests. Further up in the structure, traces of a Nb-rich track (Nb > 95 at.%) wrapped in the Ti grade 36 were observed, with an average microhardness of 120 ± 16 HV. Finally, the pure Nb part has an average microhardness of 100 ± 12 HV. The highest microhardness in the Ti90Nb10 band could result from finer grains due to crystal structure mismatch, as it is transitioning from hcp α-Ti to bcc Ti70Nb30.

OM image of G3_2 with microindents corresponding HV0.2 numbers. The EDS line scan was done along the green arrowed line, and atomic composition of Nb and Ti (yellow and teal curves, respectively) are shown in the chart. Key composition points are directed by red arrows to corresponding areas in the OM image, indicating a composition-contrast correlation. EDS mapping of Nb and Ti on the right shows similar element distribution to that of G3_4, with slightly more Nb particles.
Unmelted or Partially Melted Nb Particles.
For all G3 samples, Nb has been deposited on as-deposited Ti walls. Therefore, enhanced heat dissipation through the bulk substrate should not play a role anymore as compared to the deposition of Nb directly on a Ti substrate (samples type G2). In this configuration, the heat dissipated in the Ti-Nb mixing zone due to overheating of Titanium could explain the presence of non-fully melted Nb particles. Above this transition zone, in the pure Nb wall, no non-fully melted niobium particles could be observed as for G2 samples.
3.4 Deposition Changing from Ti to Nb with a Mixing Area in Between
In sample G4_1, a pure Ti wall has been first deposited on a Ti grade 23 substrate. Nb powder feeder has then been activated and a waiting time of 10 s has been imposed before beginning deposition in the mixing area, in order to guarantee a stable flow of sufficiently mixed powder in the feeding line. After finishing the mixing area, the Ti feeder was turned off and Nb feeder was adjusted to the desired feedrate, but no waiting time has then been imposed at this transition. The parameters listed in Table 2 have been employed to immediately deposit the Nb part of the structure. Figure 13(a) shows cross-section of the sample G4_1.

(a) OM image of cross-section of G4_1. (b) Microhardness profile along the building direction from Ti through the Ti+Nb mixing zone to Nb. Yellow boxes show transitions between the pure metal and the mixing zone. (c) EDS line scan across the mixing area.
The pure Ti part has dimensions close to the programmed ones. The mixing area is longer and pure Nb part is shorter than programmed, which is a result of an unstable powder flow caused by absence of the 10 s waiting time. Many Nb particles were observed in the mixing area as seen by the sparks of Nb signal in the EDS mapping and in Fig. 14, but neither crack nor porosity were present. Microhardness measurements in Fig. 13(b) and EDS line scan along the sample in Fig. 13(c) show results similar to those from G3_2: a Ti90Nb10 transition band follows immediately after the pure Ti, exhibiting an average microhardness of approximately 182 ± 1 HV. The primary part of the mixing area consists of a Ti70Nb30 solid solution as the matrix, with Nb particles embedded (the abrupt changes on the Nb curve in Fig. 13(c)). The average microhardness of the solid solution matrix and the embedded particles were measured to be 154 ± 10 HV and 85 ± 1 HV, respectively. The EDS map of Ti close to the Ti-to-Ti+Nb transition in Fig. 14 shows a slightly higher concentration of Ti between the first and second deposited mixing layers, which should be the same case for the layers above. Microhardness of these features ranged from 192 to 259 HV.

OM image of the mixing area next to the pure Ti part (left) and EDS map of Ti of the same area (right). White arrows point to the features where Ti is slightly richer.
Unmelted or Partially Melted Nb Particles.
As for G2 (Nb on Ti bulk) and G3 (Nb on Ti wall) samples, Nb particles have been observed throughout the mixing area in G4_1 where Ti and Nb powders were fed together. Here also the overheating of the mixture Ti+Nb and the resulting heat dissipation could explain the presence of Nb particles that seem well distributed within one layer and not confined at the interface between two subsequent layers as reported by Schneider-Maunoury et al. [7]
From this study and the different configurations investigated, it appears that melting together materials with different melting points is challenging even for a simple material system leading to a solid solution. It would be interesting to measure then the temperature of the melting pool in this mixing zone depending on the Nb content. As proposed previously, a possibility to solve the issue of having unmelted particles would be to use finer particles for the higher melting point material, here Nb. However, working with fine powders induced flowability and safety issues. Preheating Niobium starting particles either in the container, the transporting line or in-flight after exiting the nozzle could be envisaged but would bring in potential fire hazard and add technical complexity to the system.
4 Conclusions
This preliminary study demonstrates the ability to deposit Titanium on Niobium and inversely Niobium on Titanium for building 3D structures using a direct energy deposition process. Additionally, a mixing zone obtained by the separate feeding of both powders could also be deposited with the additive manufacturing facility, offering new opportunities for building functionally graded materials.
The microscopic observations of the interfaces between these two metals as well as of the mixing zone reveal no cracks and a dense structure. The composition of the built walls varies from one pure metal to the other one through a solid solution that may present various compositions. The two metals grow with columnar grains whereas the solid solution shows an equiaxed structure. The hcp phase is only observed in pure Ti parts and as soon as Nb is present, the crystal structure becomes bcc. Fine grains due to the sharp transition between these two crystalline phases induces a high hardness.
Even if the energy input was always sufficient to melt completely the niobium particles, some unmelted Nb particles have been found at the interfaces with titanium in the mixing zone also far away from the bulk substrate. Further analyses are required to explain this phenomenon that could be induced by the evaporation of titanium that cools down the melt pool and absorbs the laser wavelength. These large particles could be an issue for the mechanical response of the material.
Future activities will then focus on the correlation between the process parameters and the Ti-Nb microstructures. This would be necessary for tailoring the performances such as tensile strength, fatigue strength, corrosion resistance and biocompatibility of the parts for industrial applications.
References
Loh, G.H., Pei, E., Harrison, D., Monzon, M.D.: An overview of functionally graded additive manufacturing. Addit. Manuf. 23, 34–44 (2018)
Yan, L., Chen, X., Li, W., Newkirk, J., Liou, F.: Direct laser deposition of Ti-6Al-4V from elemental powder blends. Rapid Prototyp. J. 22(5), 810–816 (2016)
Lanfant, B., Bär, F., Mohanta, A., Leparoux, M.: Fabrication of metal matrix composites by laser metal deposition-a new process approach by direct dry injection of nanopowders. Materials 12, 3584 (2019)
Yan, L., Chen, Y., Liou, F.: Additive manufacturing of functionally graded metallic materials using laser metal deposition. Addit. Manuf. 31, 100901 (2020)
Feurst, J., et al.: LASER powder deposition of titanium-tantalum alloy structured interfaces for use in orthopedic devices. In: Medical Device Materials VI: Proceedings from the Materials and Processes for Medical Devices Conference 2011, pp. 159–164. ASM International, Minneapolis (2013)
Pulugurtha, S.R.: Functionally graded Ti6Sl4V and inconel 625 by laser metal deposition. Ph.D. dissertation, Missouri University of Science and Technology, Rolla (2014)
Schneider-Maunoury, C., et al.: An application of differential injection to fabricate functionally graded Ti-Nb alloys using DED-CLAD® process. J. Mater. Process. Technol. 268, 171–180 (2019)
Mohanta, A., et al.: Influence of temporal and spectral profiles of lasers on weld quality of titanium. Opt. Lasers Eng. 134, 106173 (2020)
Acknowledgements
The authors are thankful to Bernhard von Gunten and Peter Ramseier (Laboratory for Advanced Materials Processing–EMPA Thun) for EBSD sample preparation EBSD. The authors would also like to thank Xavier Maeder (Laboratory for Mechanics of Materials & Nanostructures–EMPA Thun) for the assistance with EBSD analysis and Kai Zweiacker for assistance with X-CT analysis.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 Springer Nature Switzerland AG
About this paper

Cite this paper
Cui, D., Lanfant, B., Leparoux, M., Favre, S. (2021). Additive Manufacturing of Ti-Nb Dissimilar Metals by Laser Metal Deposition. In: Meboldt, M., Klahn, C. (eds) Industrializing Additive Manufacturing. AMPA 2020. Springer, Cham. https://doi.org/10.1007/978-3-030-54334-1_8
Download citation
DOI: https://doi.org/10.1007/978-3-030-54334-1_8
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-54333-4
Online ISBN: 978-3-030-54334-1
eBook Packages: EngineeringEngineering (R0)